

产 品 列 表
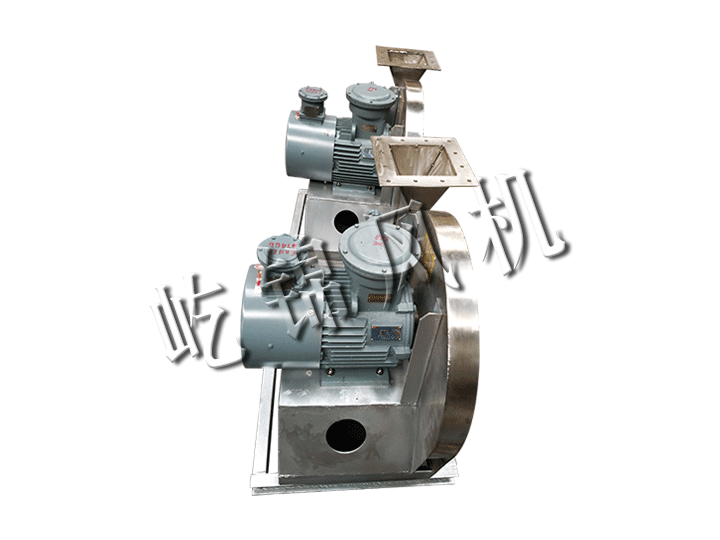
离心风机到底是如何安装的,离心风机厂家的工作人员是这样描述的:
1.离心风机整体机组的安装,应直接放置在基础上用成对斜垫铁找平。
2.现场组装的离心风机,底座上的切削加工面应妥善保护,不应有锈蚀或操作,底座放置在基础上时,应用成对斜垫铁找平。
3.轴承座与底座应紧密接合,纵向不水平度不应超过0.2/1000,用水平仪在主轴上测量,横向不水平底不应超过0.3/1000,用水平仪在轴承座的水平中分面上测量。
4.轴瓦研刮前应先将转子轴心线与机壳轴心线校正,同时调整叶轮与进气口间的间隙和主轴与机壳后侧板轴孔间的间隙,使其符合设备技术文件的规定。
5.主轴和轴瓦组装时,应按设备技术文件的规定进行检查。轴承盖与轴瓦间应保持0.03—0.04毫米的过盈。
6.风机机壳组装时,应以转子轴心线为基准找正机壳的位置并将叶轮进气口与机壳进气口间的轴向和径向间隙高速至规定范围内,同时检查地脚螺栓是否紧固。其间隙值如设备技术文件无规定时,一般轴向间隙应为叶轮外径的1/100,径向间隙应均匀分布,其数值应为叶轮外径的1.5/1000—3/1000。调整时力求间隙值小一些,以提高风机效率。
7.风机找正时,风机轴与电动机轴的不同轴度:径向定位移不应超过0.05毫米,倾斜不应超过0.2/1000。
8.滚动轴承装配的离心风机,两轴承架上轴承孔的不同轴度,可待转子装好后,以转动灵活为准。
1.离心风机整体机组的安装,应直接放置在基础上用成对斜垫铁找平。
2.现场组装的离心风机,底座上的切削加工面应妥善保护,不应有锈蚀或操作,底座放置在基础上时,应用成对斜垫铁找平。
3.轴承座与底座应紧密接合,纵向不水平度不应超过0.2/1000,用水平仪在主轴上测量,横向不水平底不应超过0.3/1000,用水平仪在轴承座的水平中分面上测量。
4.轴瓦研刮前应先将转子轴心线与机壳轴心线校正,同时调整叶轮与进气口间的间隙和主轴与机壳后侧板轴孔间的间隙,使其符合设备技术文件的规定。
5.主轴和轴瓦组装时,应按设备技术文件的规定进行检查。轴承盖与轴瓦间应保持0.03—0.04毫米的过盈。
6.风机机壳组装时,应以转子轴心线为基准找正机壳的位置并将叶轮进气口与机壳进气口间的轴向和径向间隙高速至规定范围内,同时检查地脚螺栓是否紧固。其间隙值如设备技术文件无规定时,一般轴向间隙应为叶轮外径的1/100,径向间隙应均匀分布,其数值应为叶轮外径的1.5/1000—3/1000。调整时力求间隙值小一些,以提高风机效率。
7.风机找正时,风机轴与电动机轴的不同轴度:径向定位移不应超过0.05毫米,倾斜不应超过0.2/1000。
8.滚动轴承装配的离心风机,两轴承架上轴承孔的不同轴度,可待转子装好后,以转动灵活为准。
